





FORCAM I/O
Contrôleur préconfigurés

Templates FORCAM
préconfigurés par type d’automate




FORCAM I/O
Contrôleur préconfigurés
Templates FORCAM
préconfigurés par type d’automate
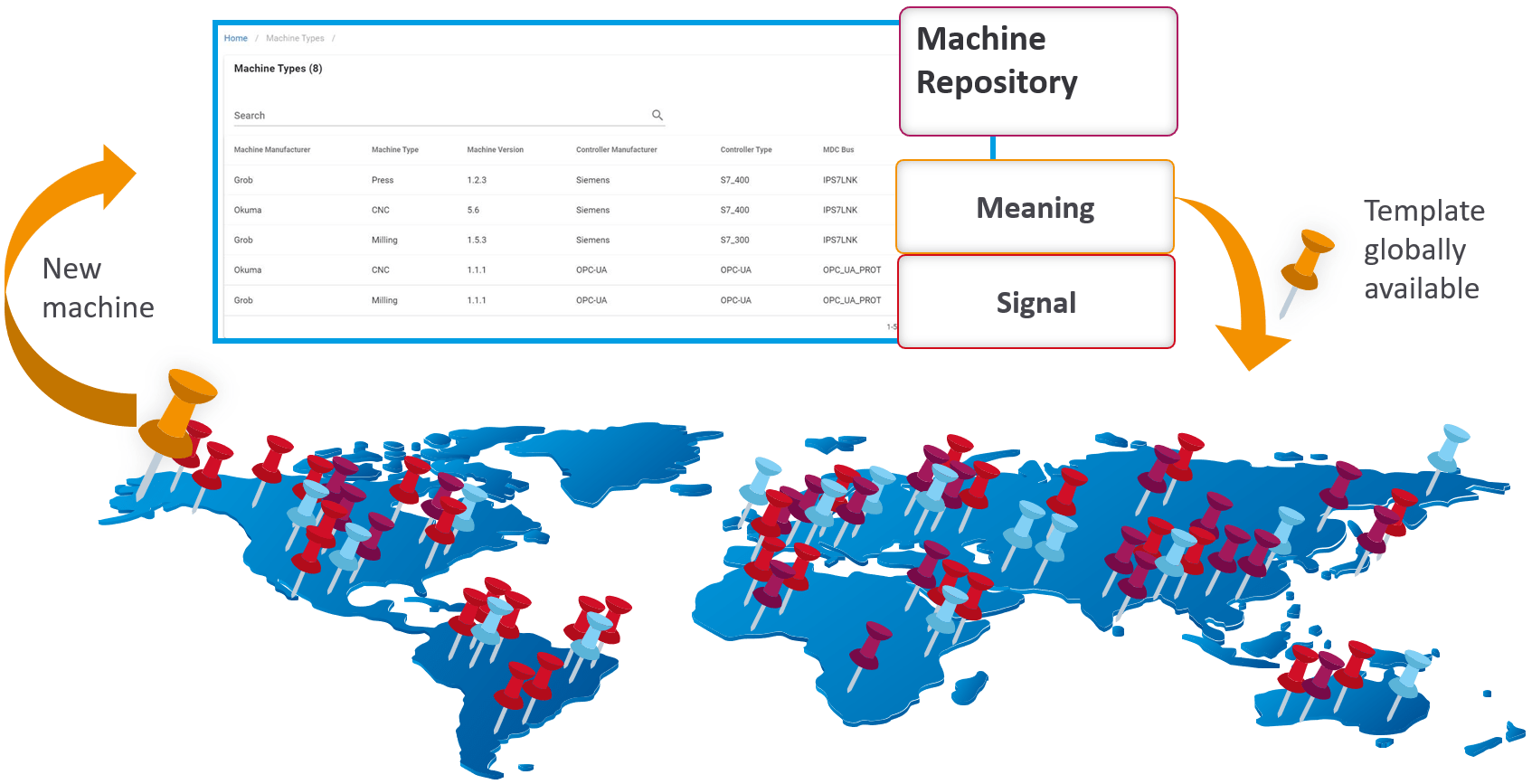
FORCAM I/O
controller preconfigured
FORCAM templates
preconfigured by PLC type


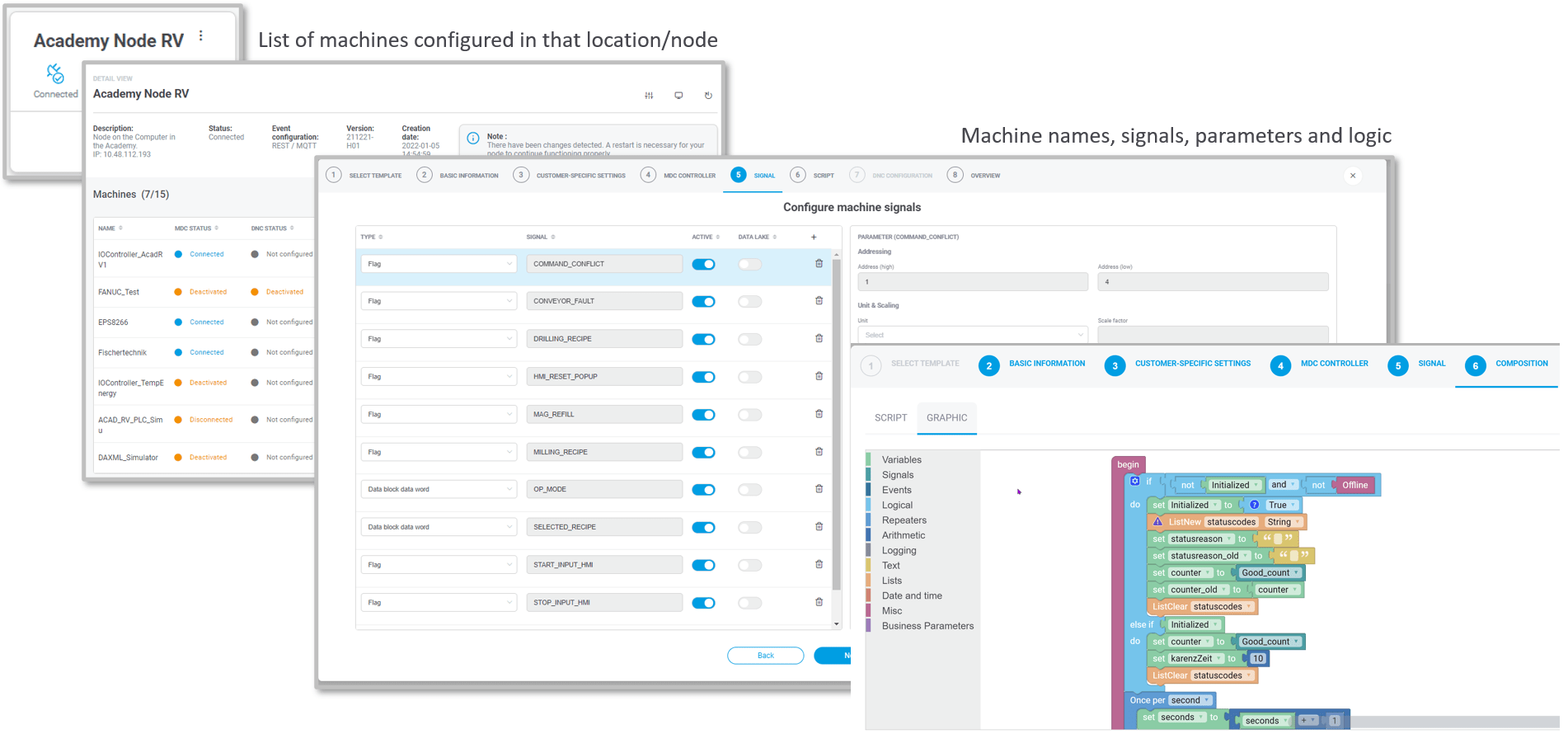
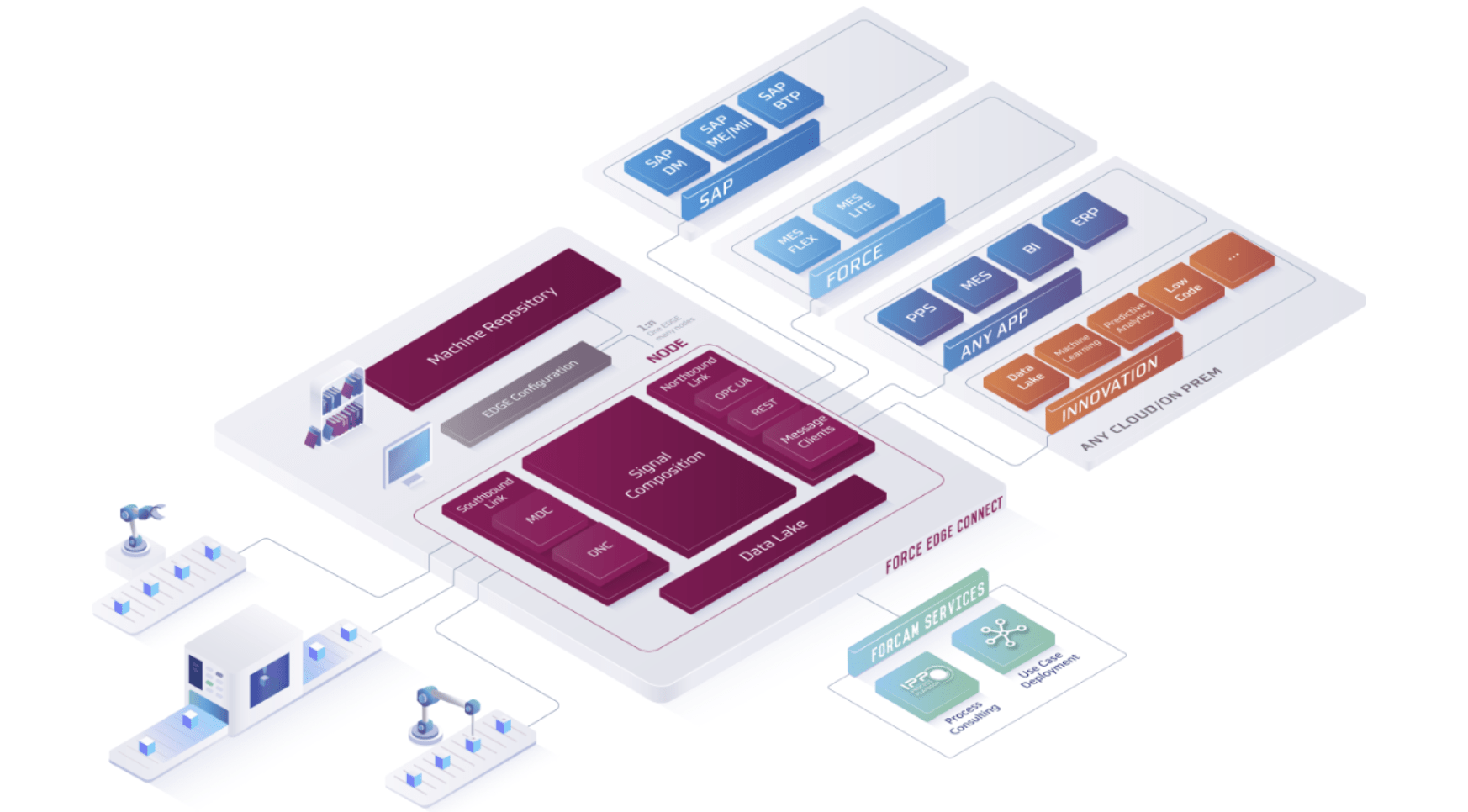
Fast rollout based on templates
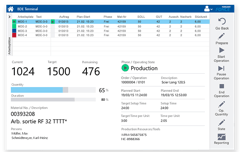
Modern and workflow based interface
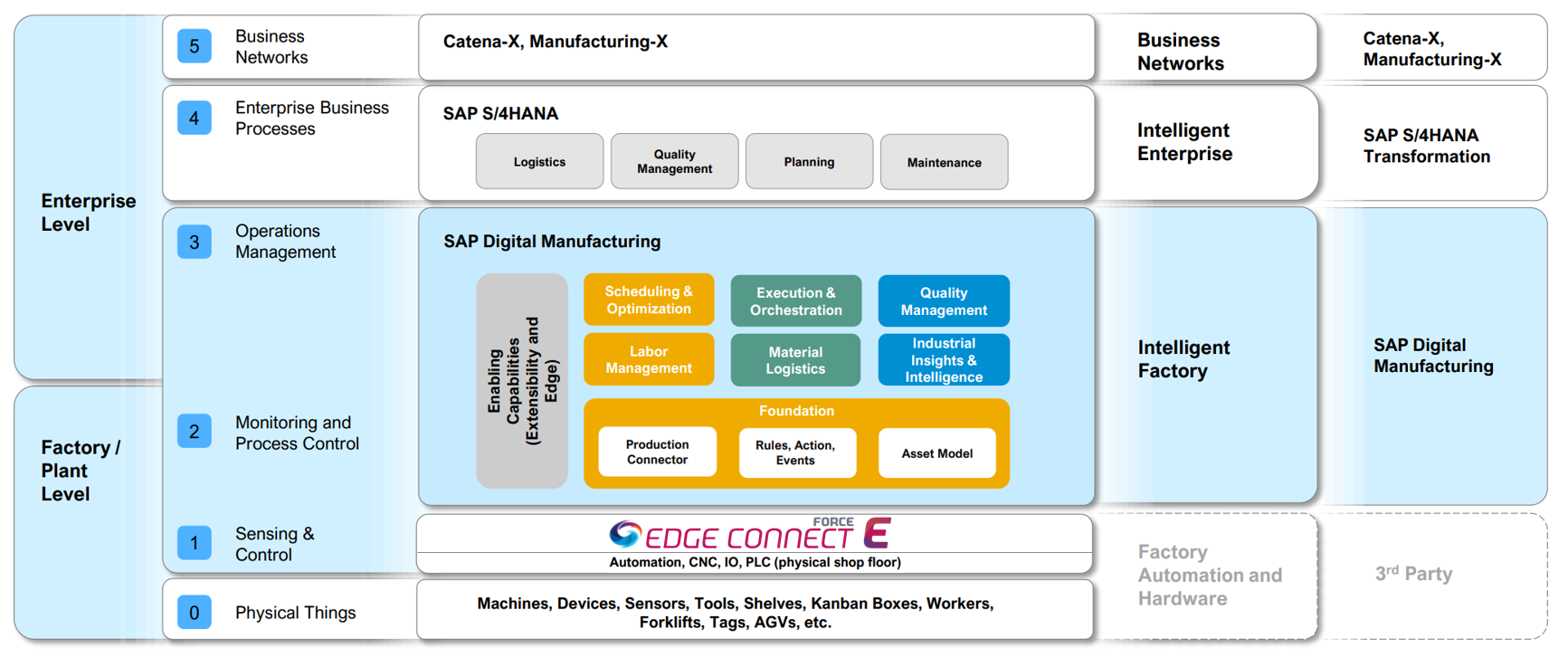
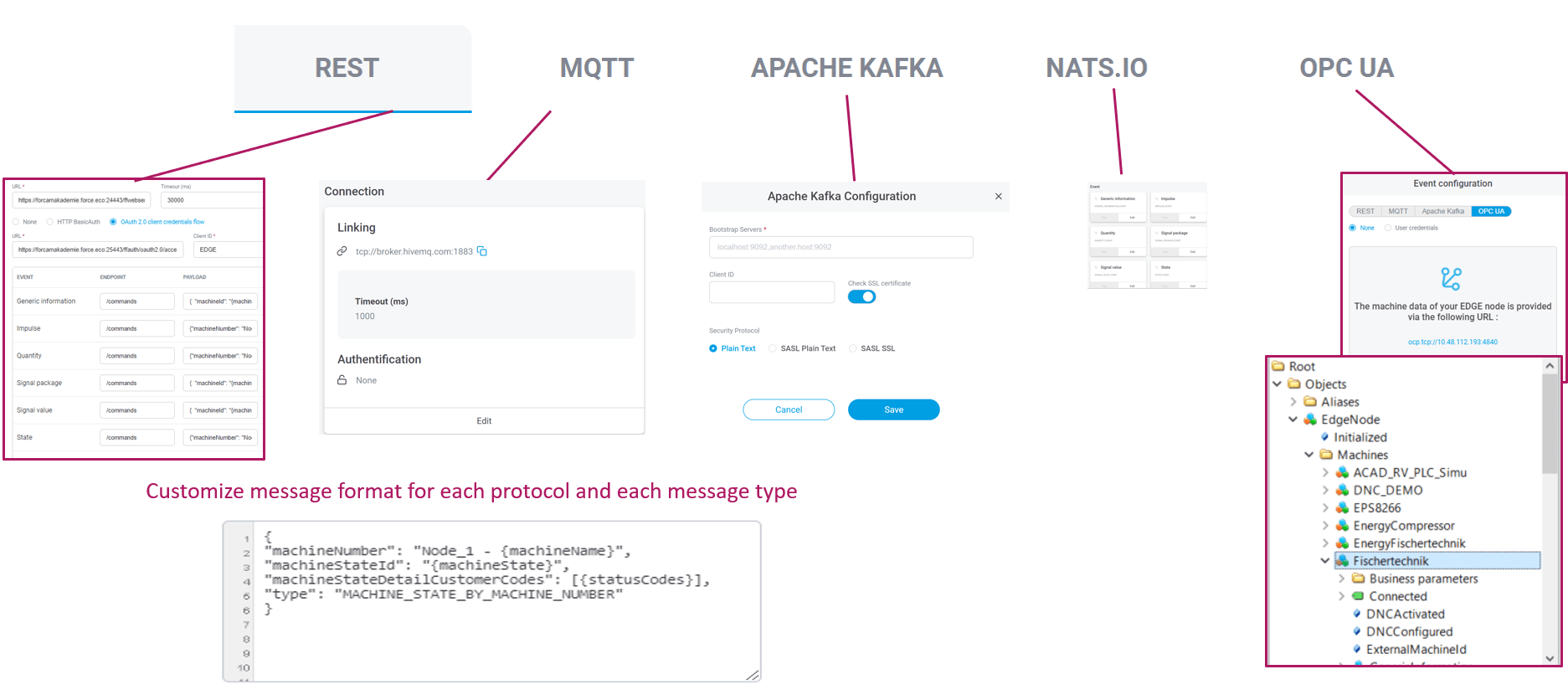
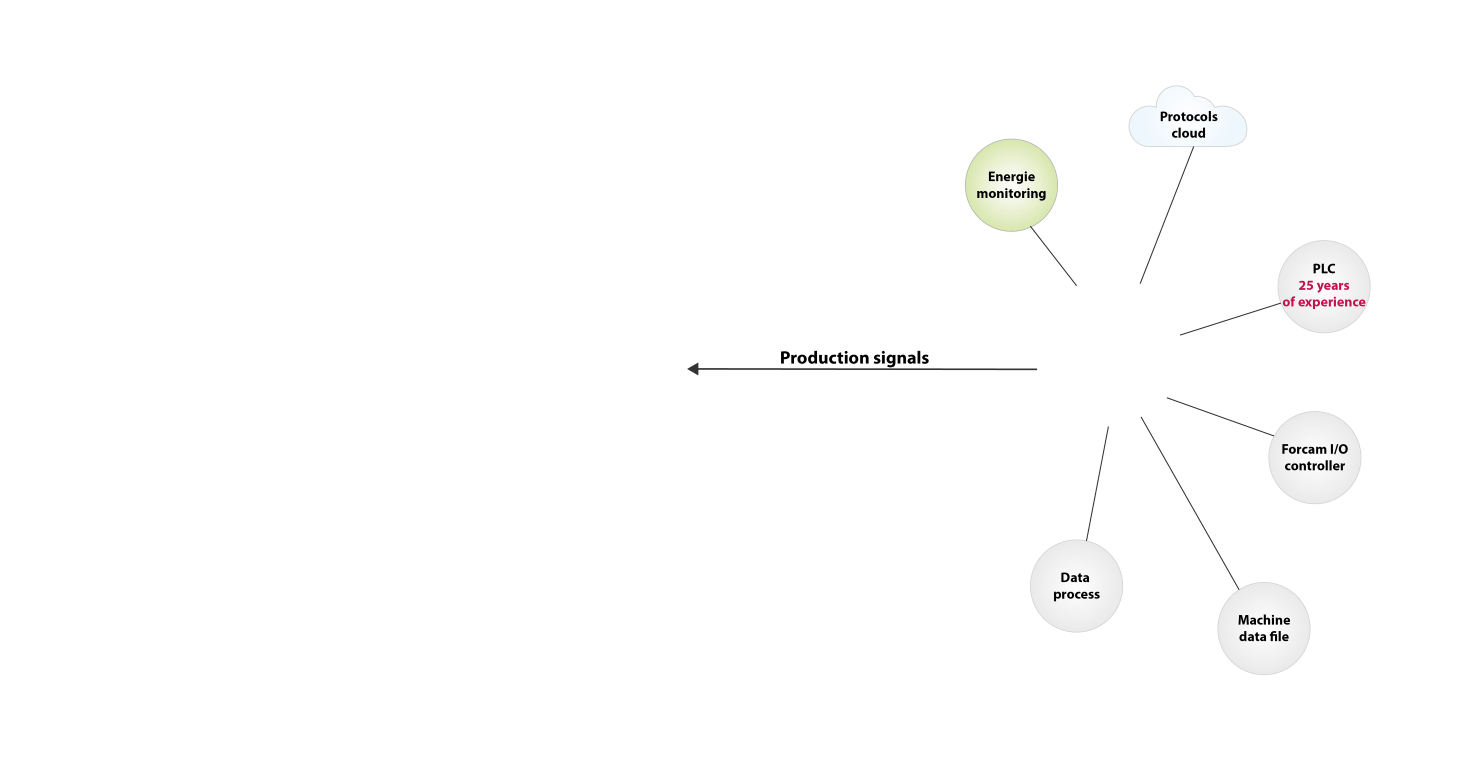
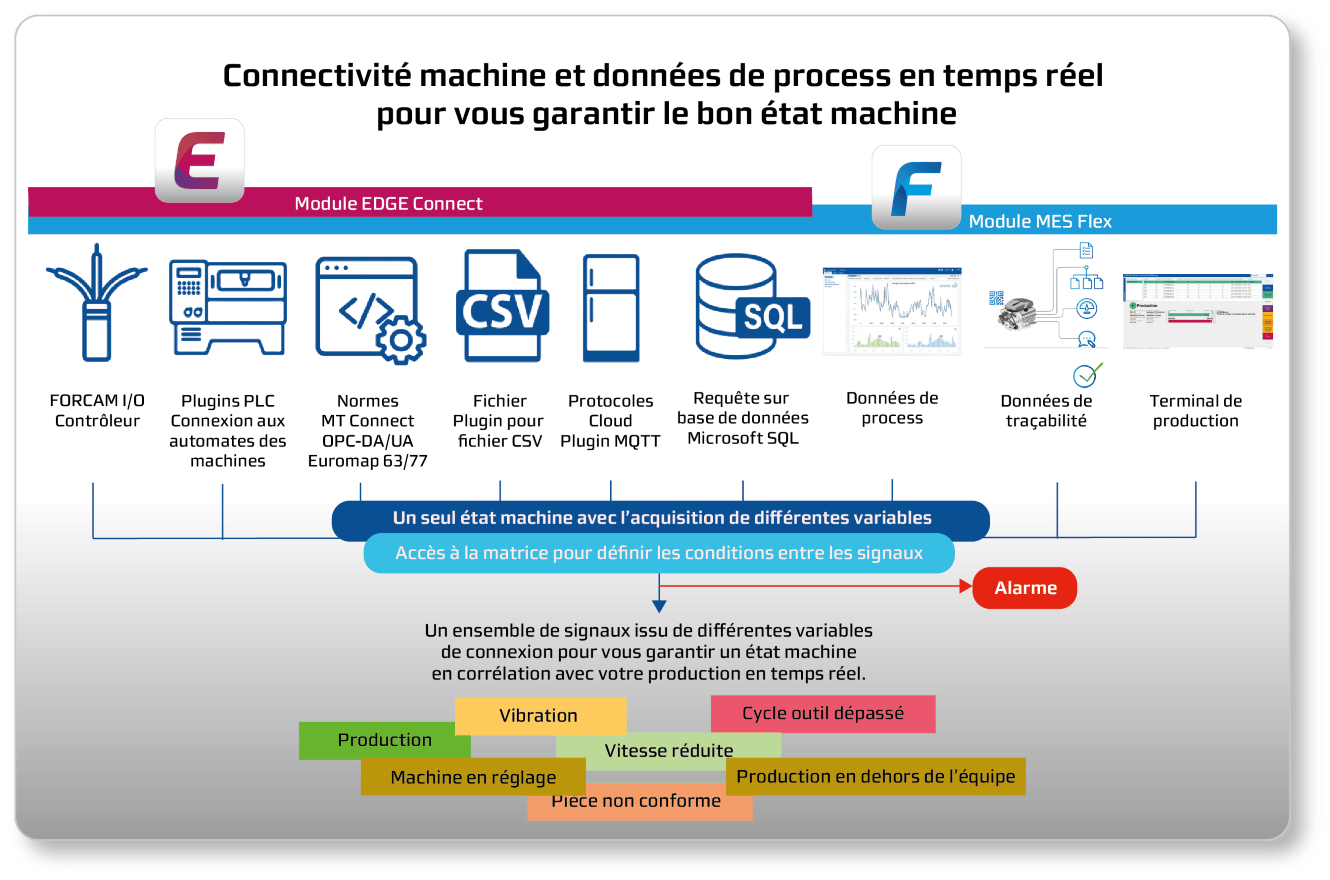
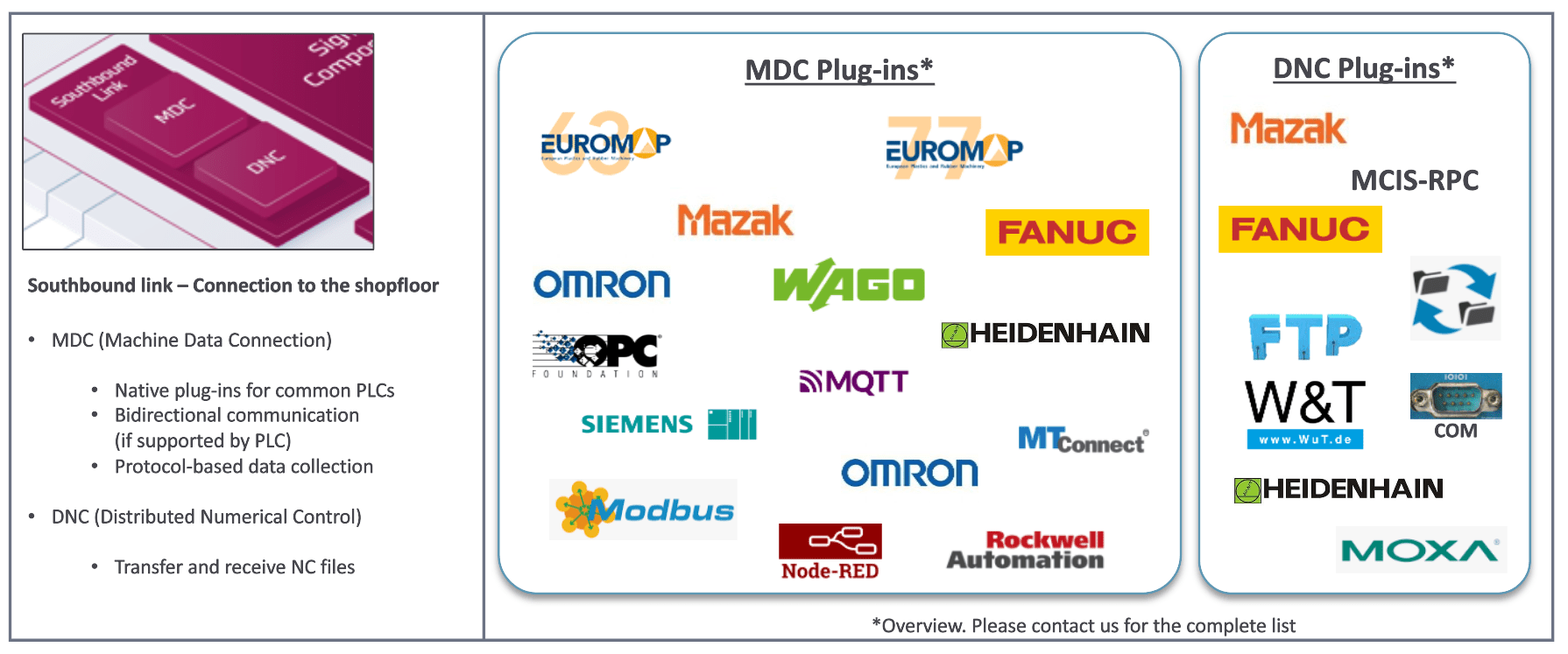
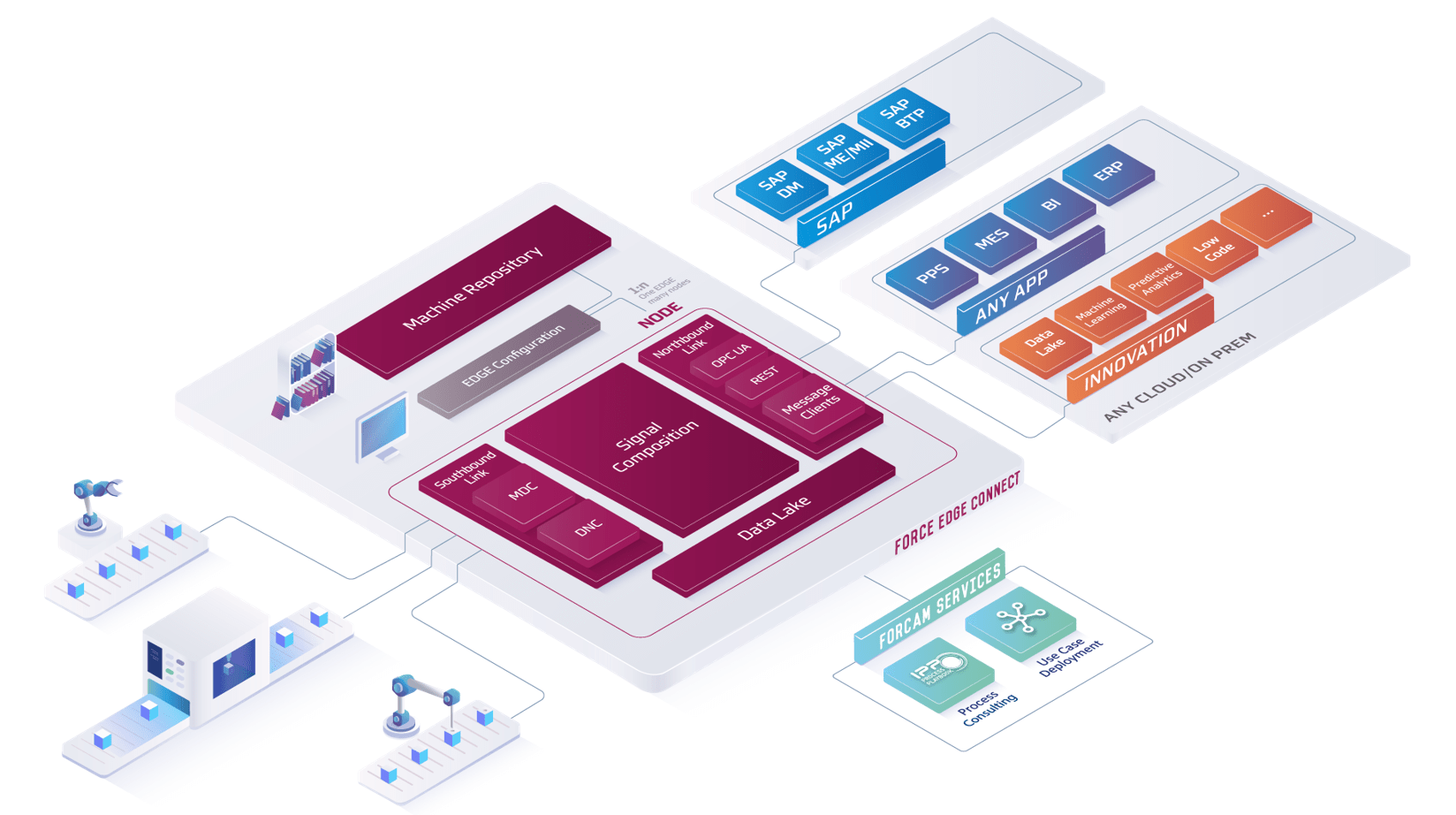
MDC: Ready for all relevant controls and industry standards
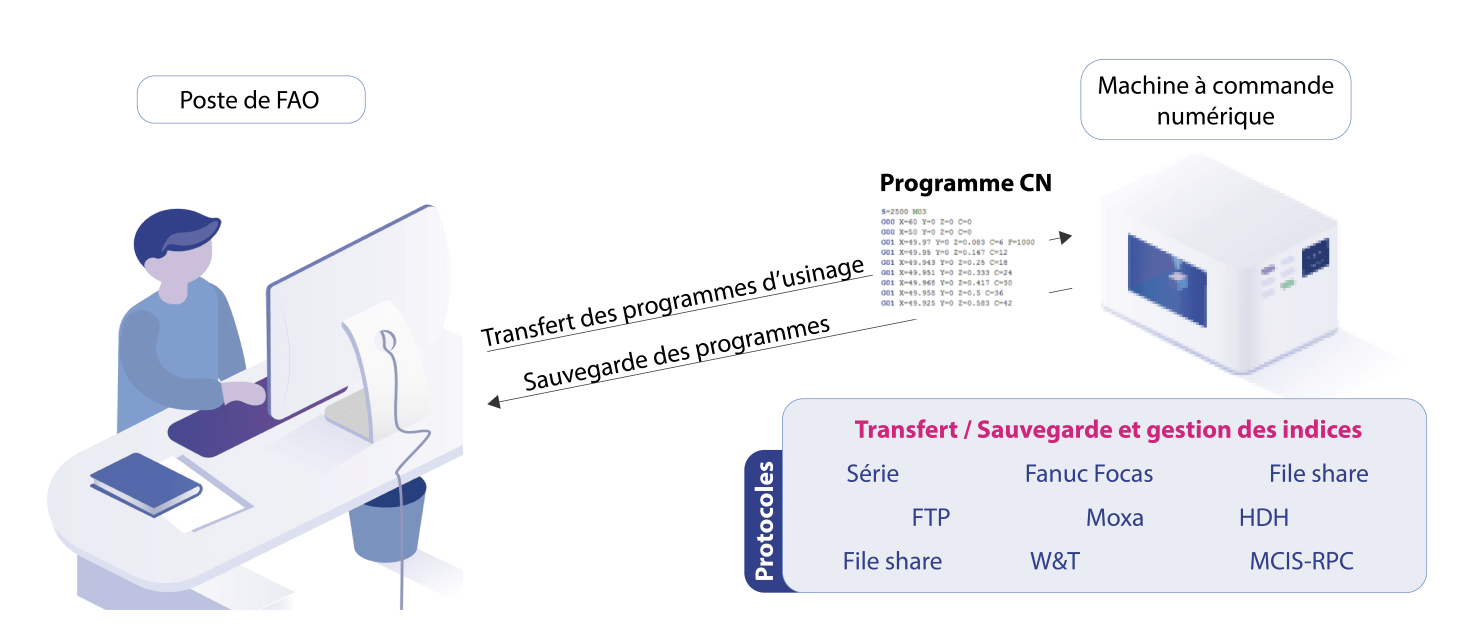
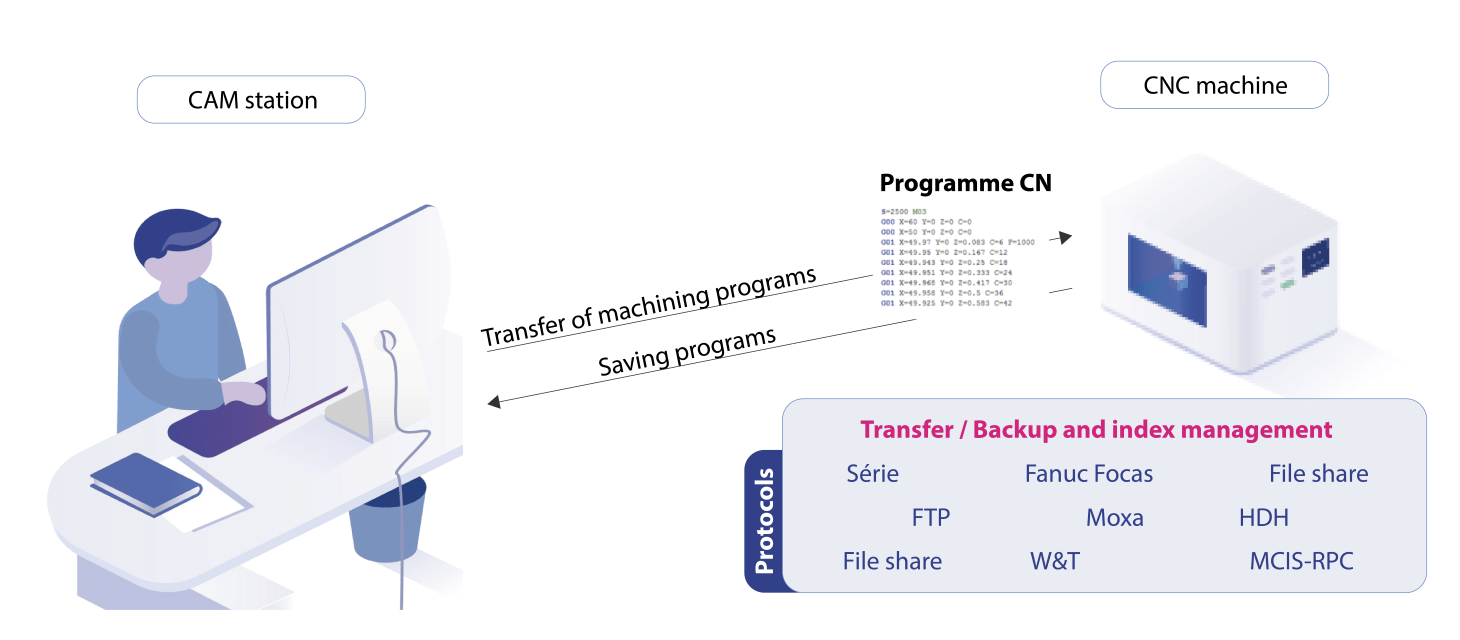
DNC: Support industry standards and special vendor protocols
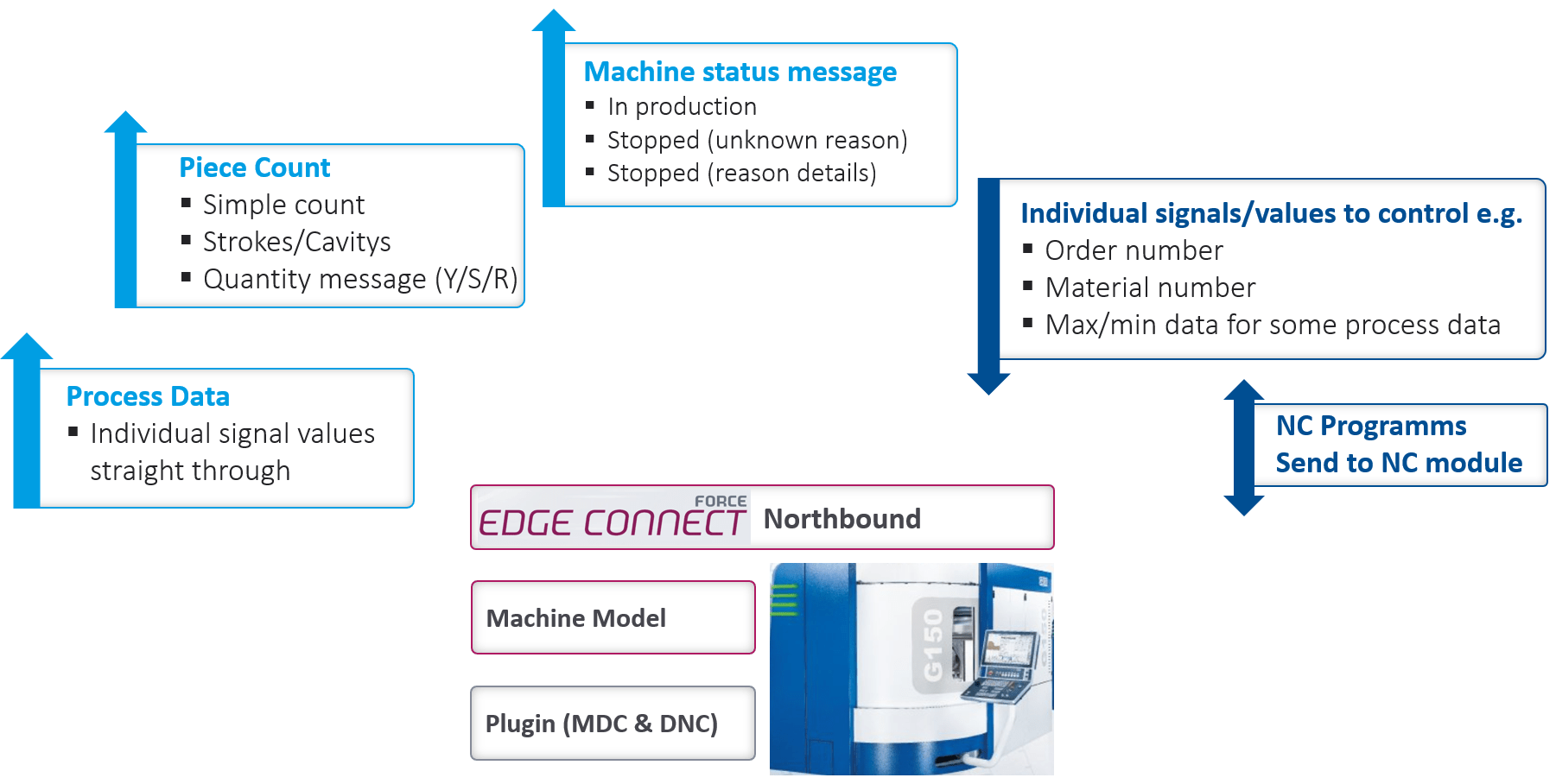
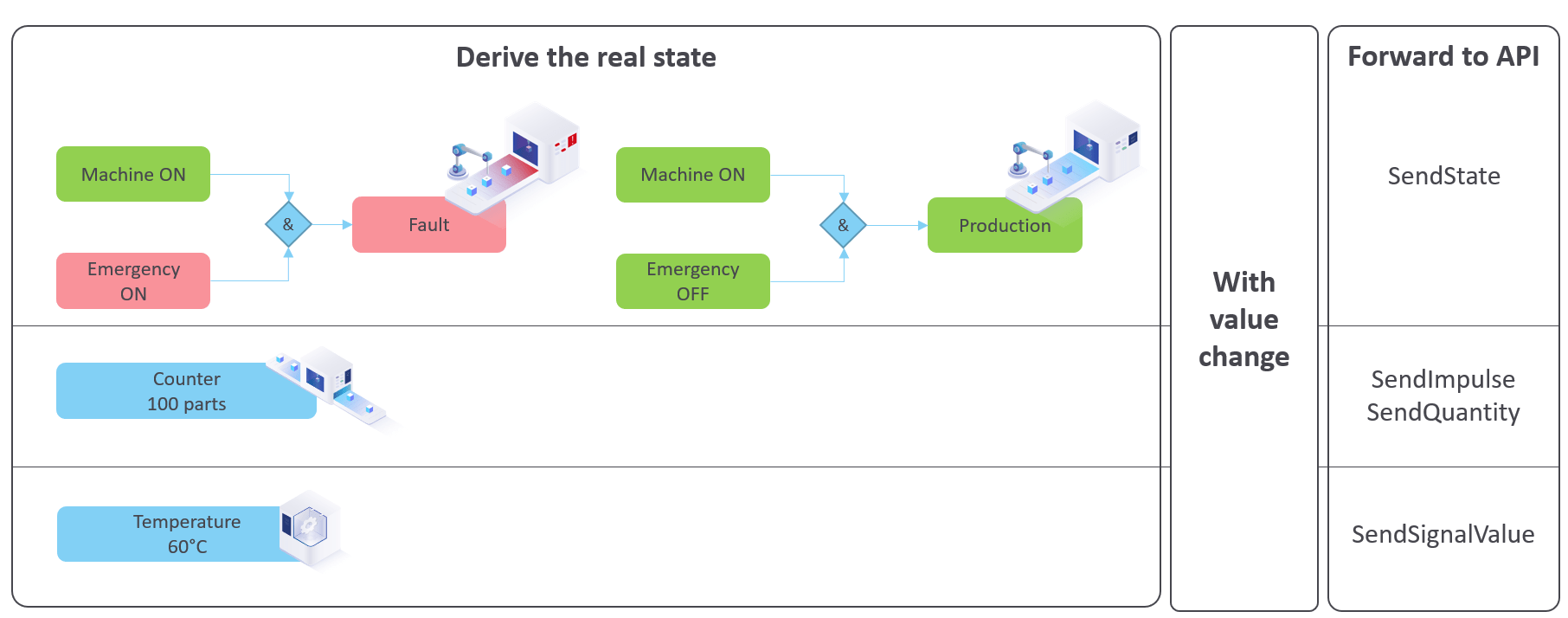
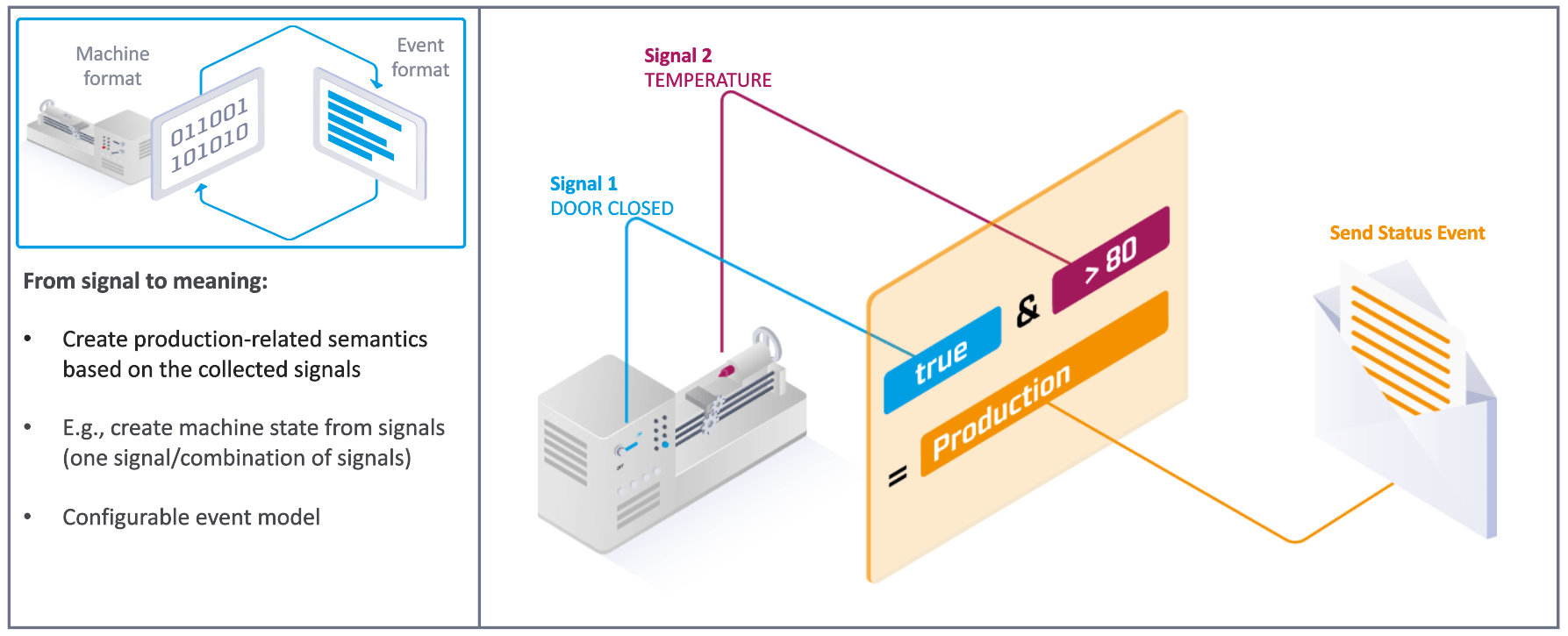
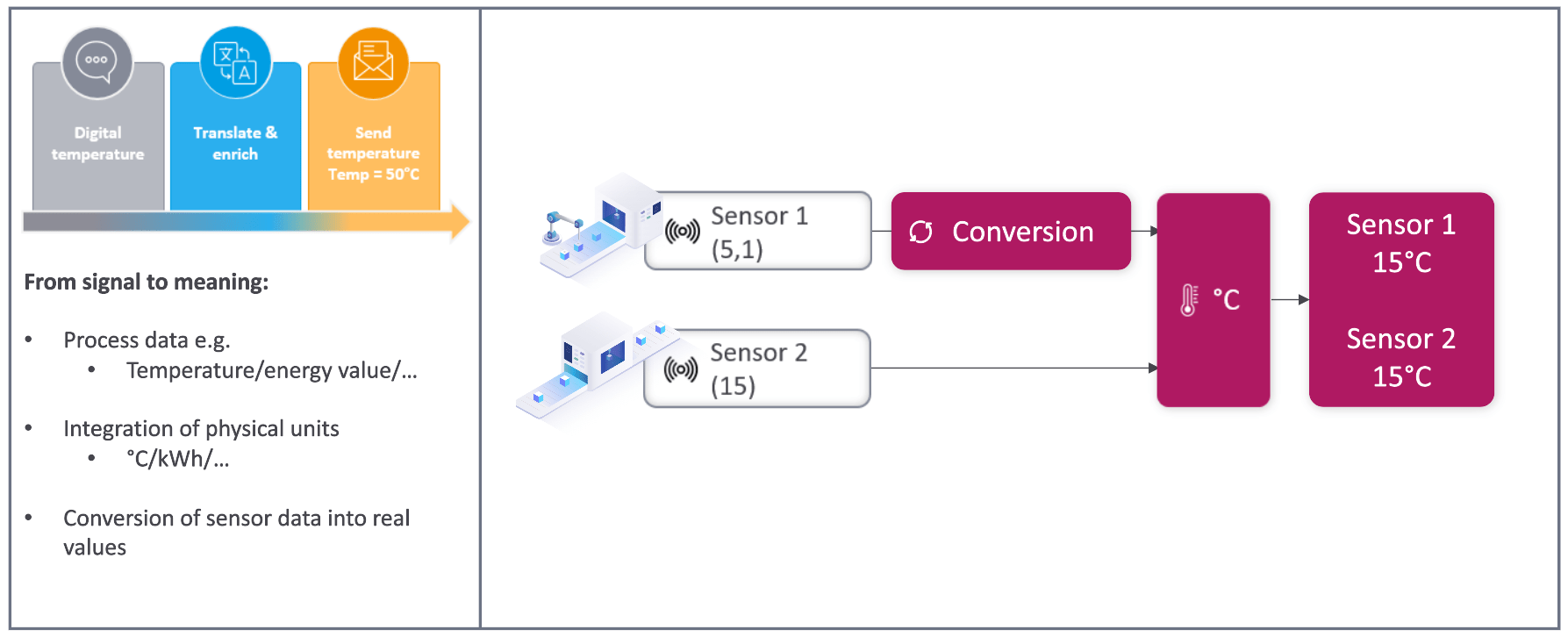
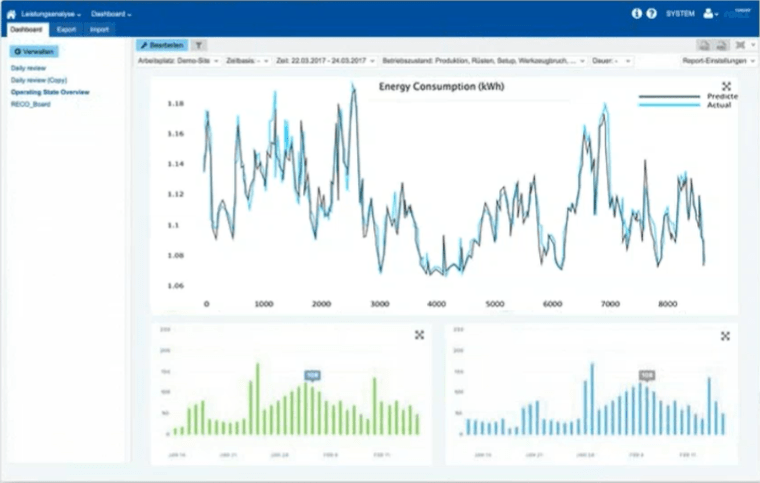
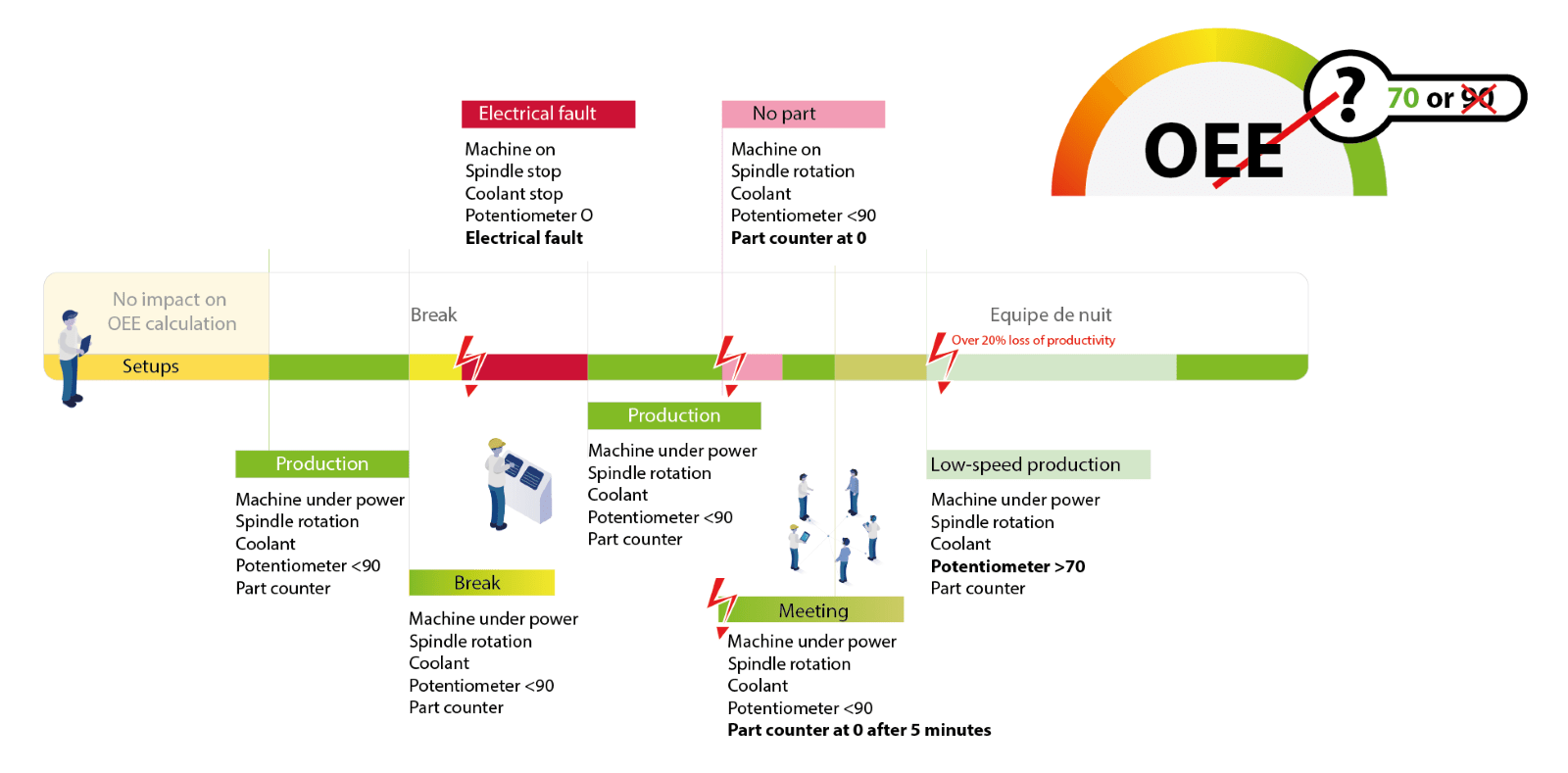
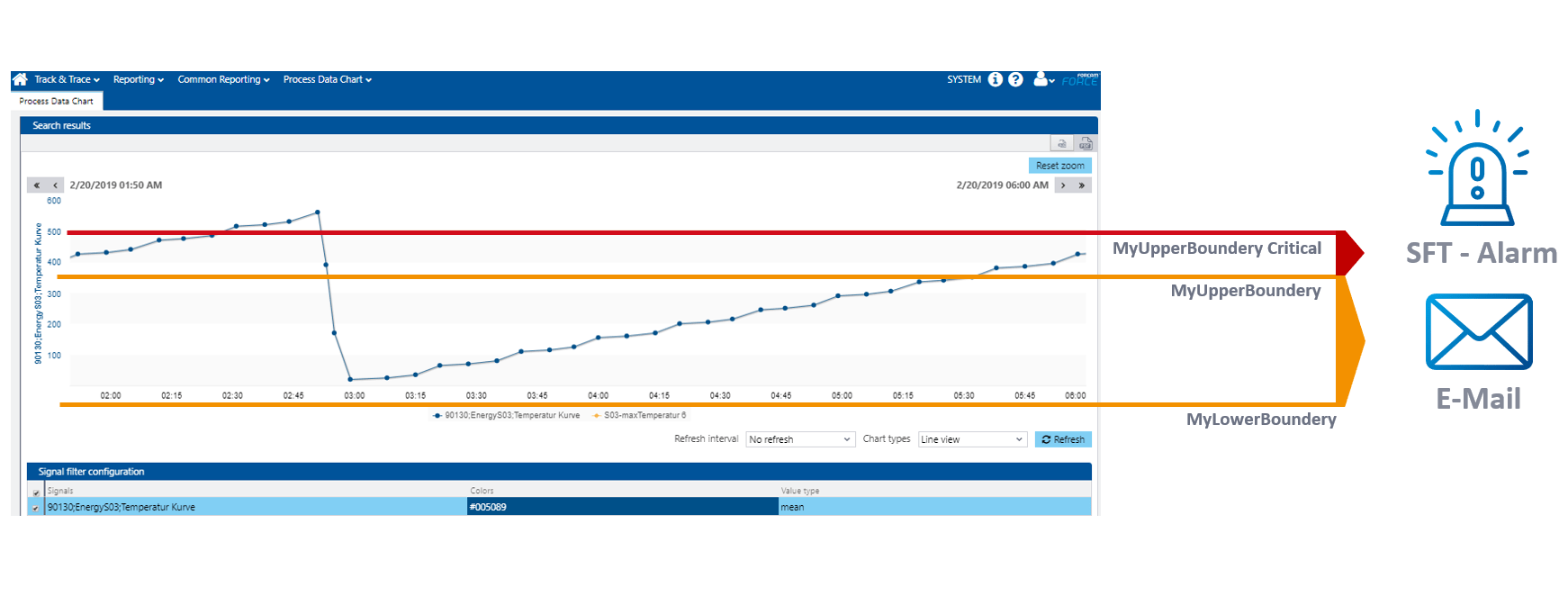
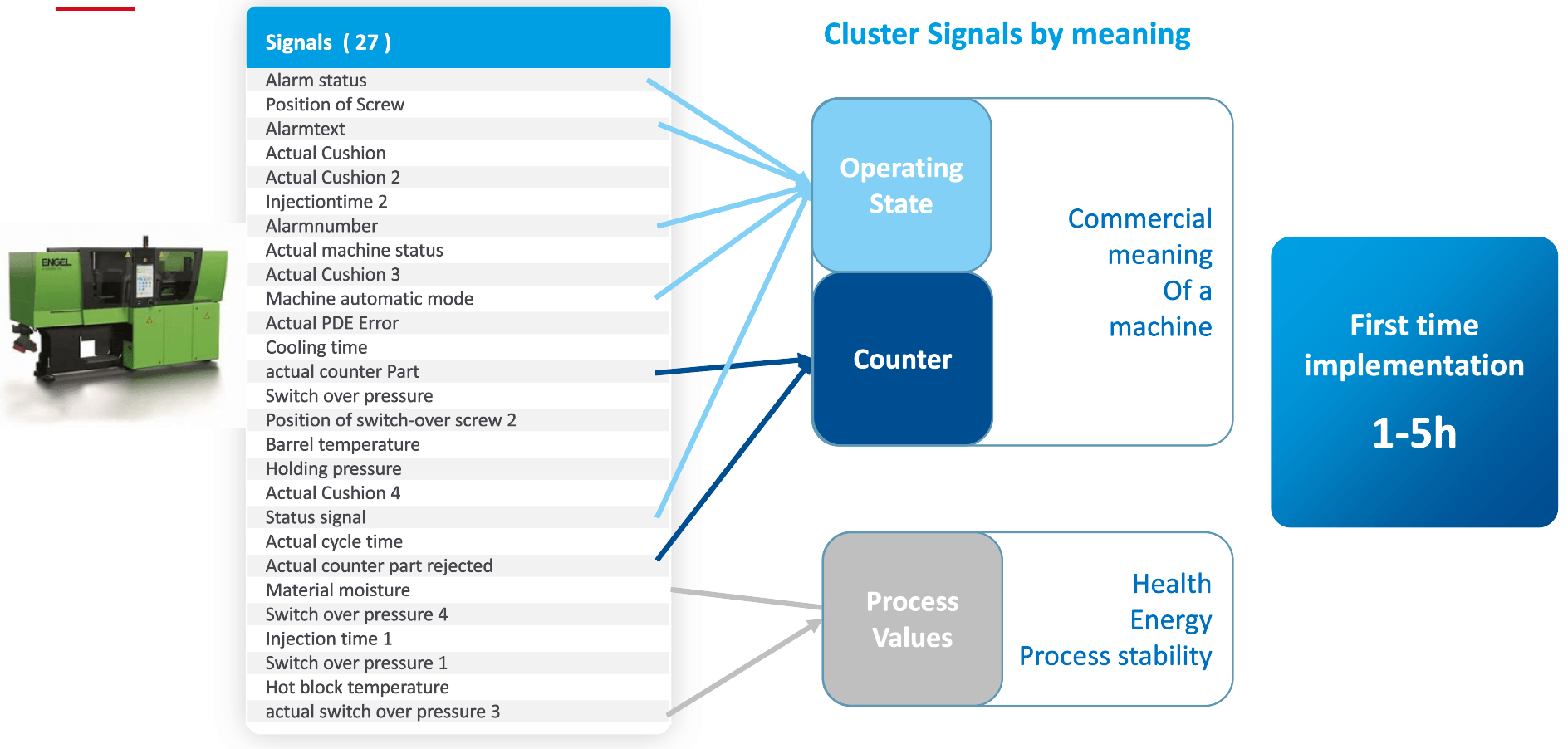
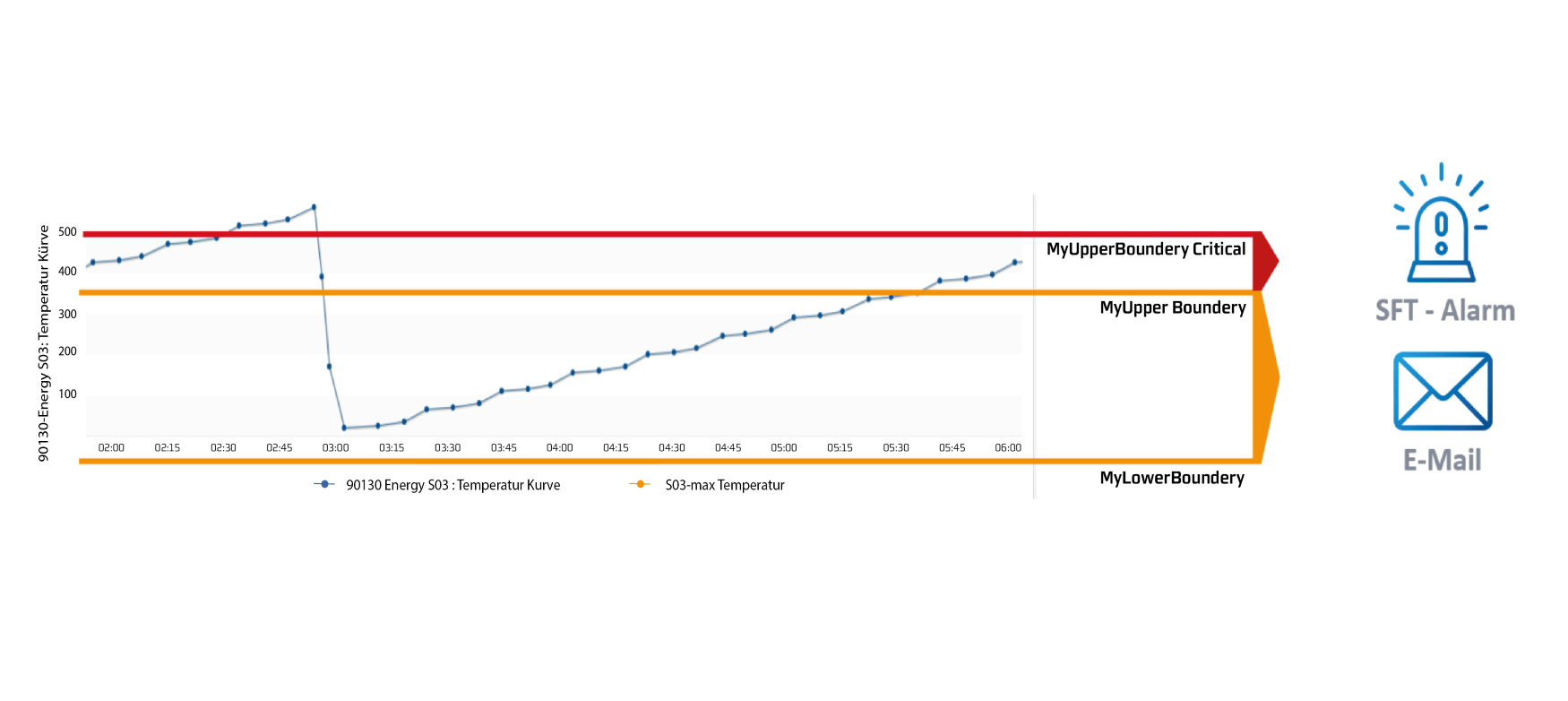
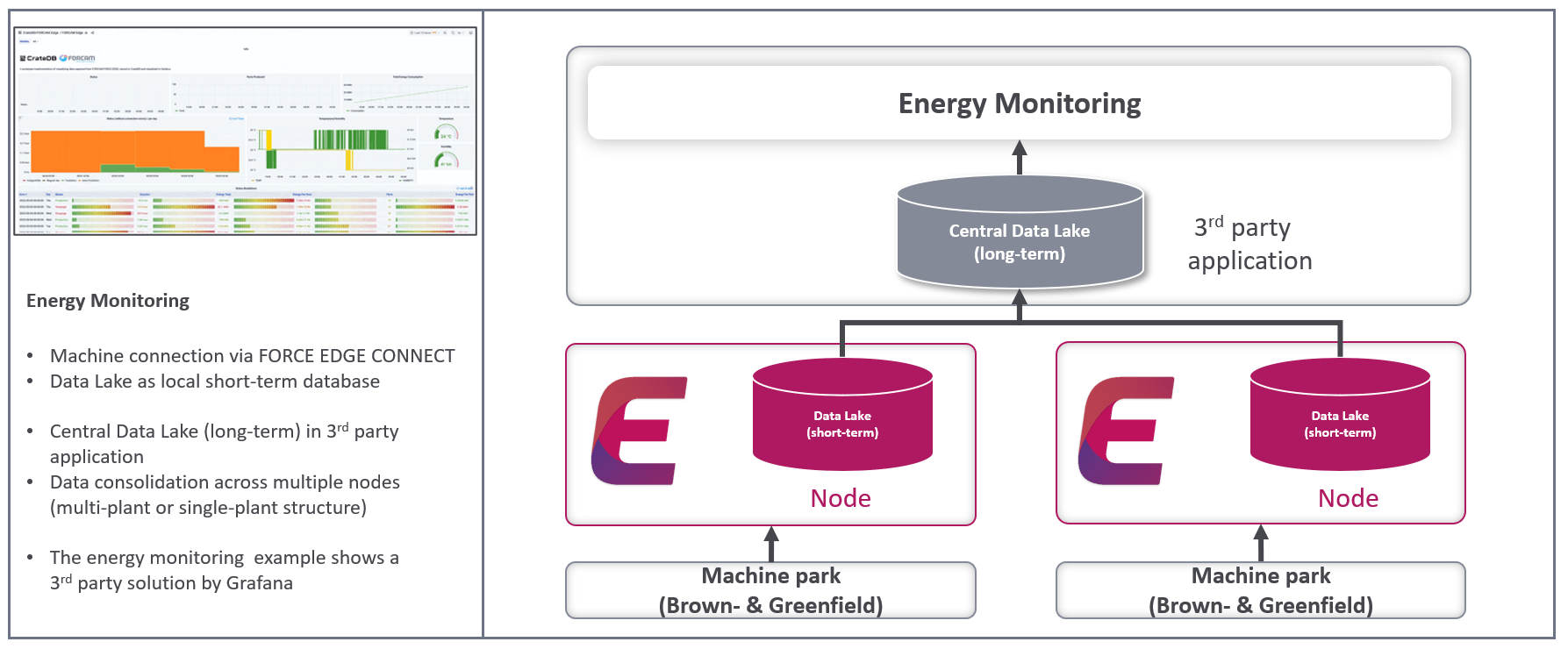
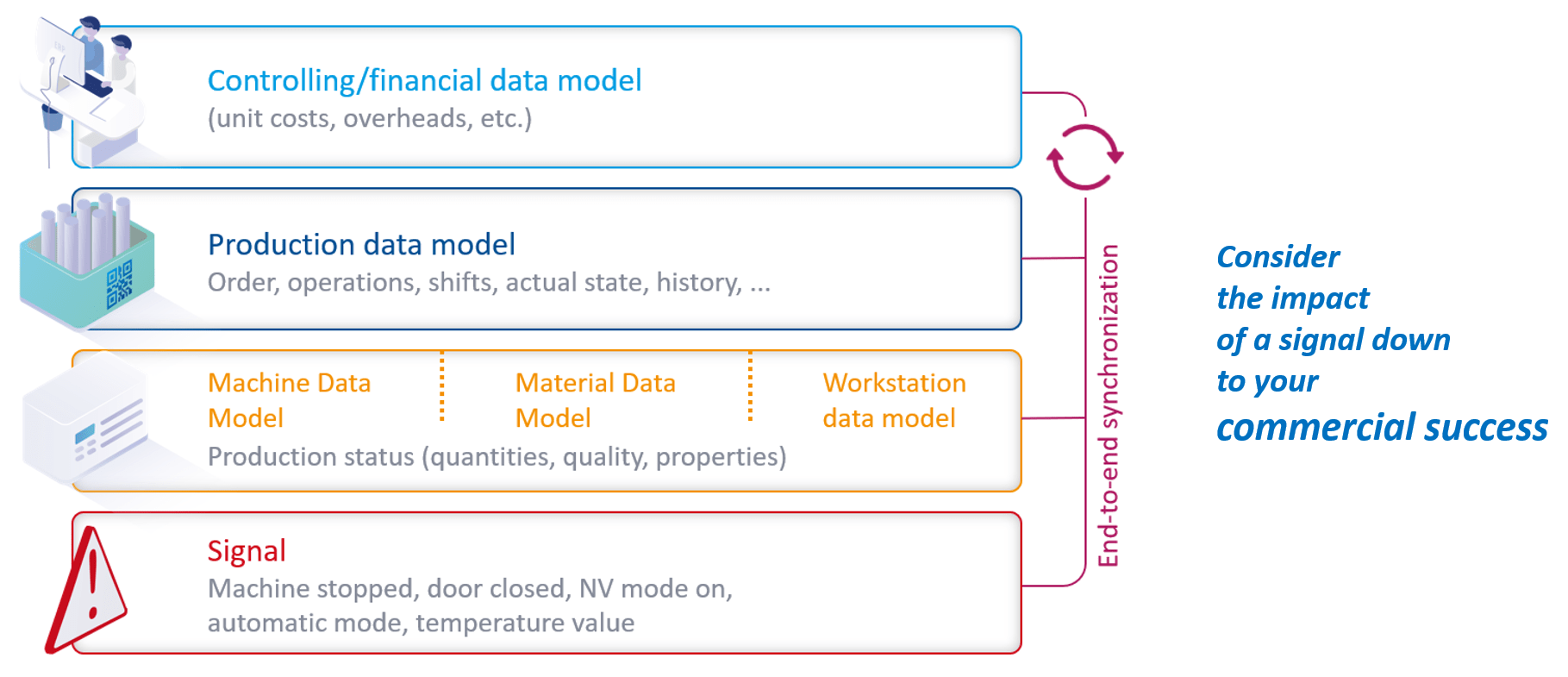
Turn signals into production meaning
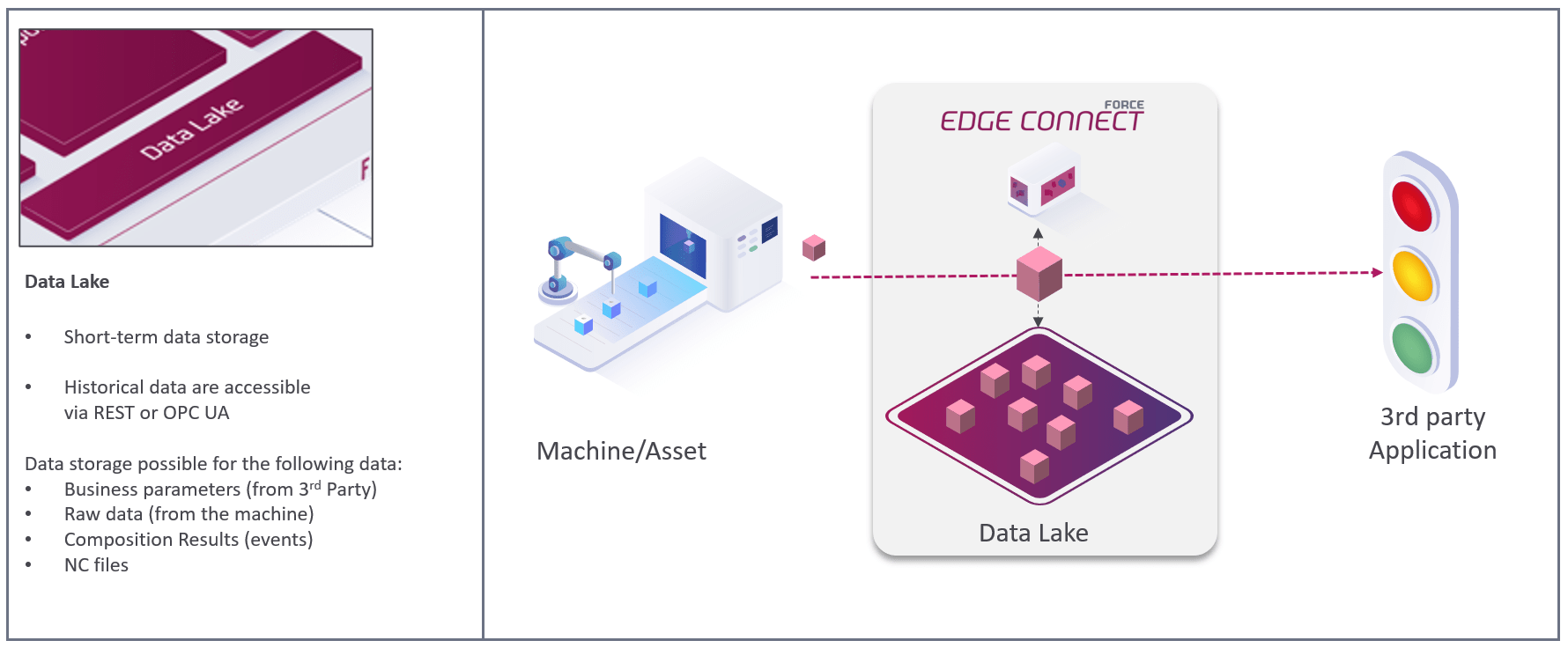
Short term local data storage
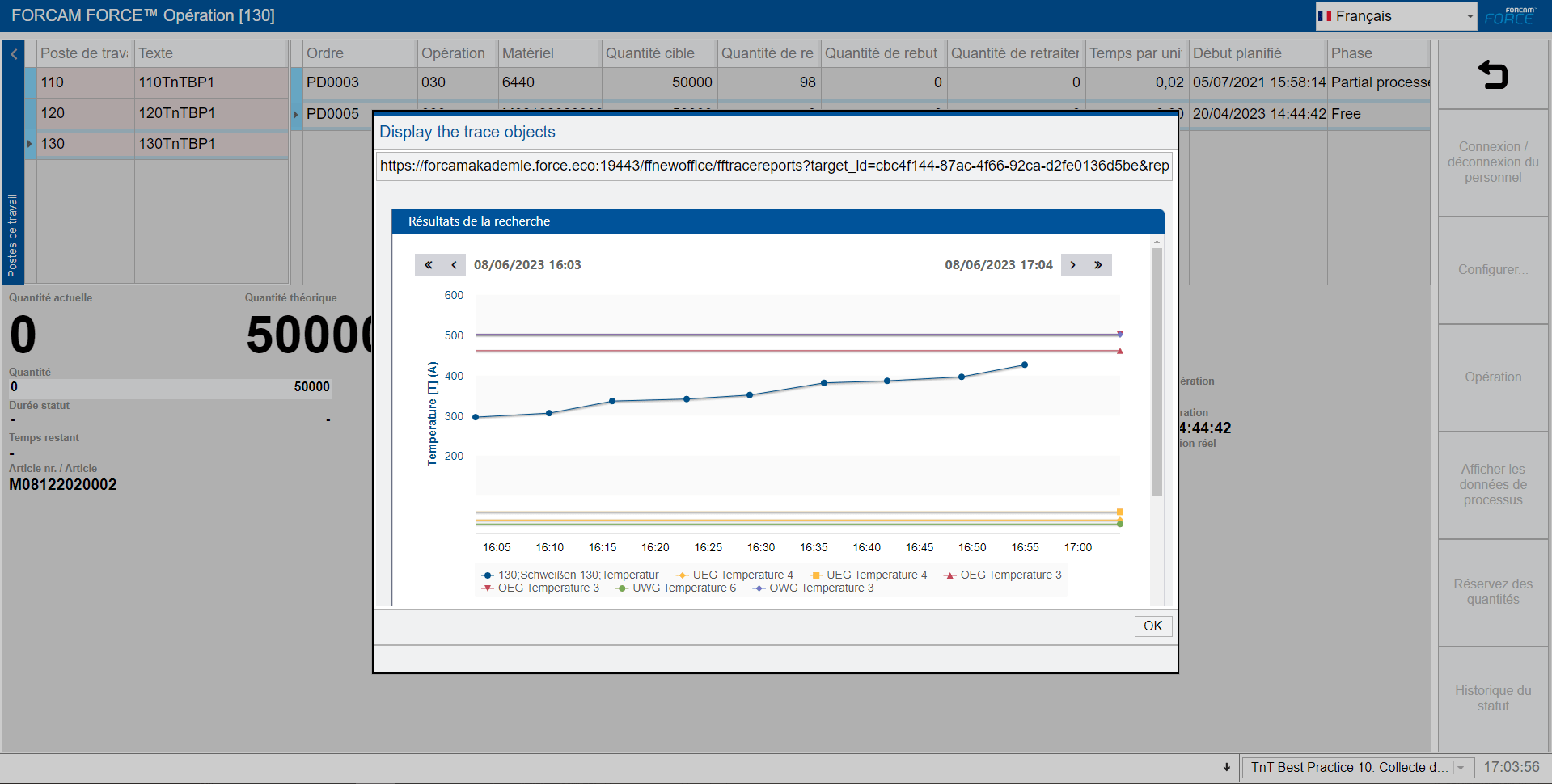
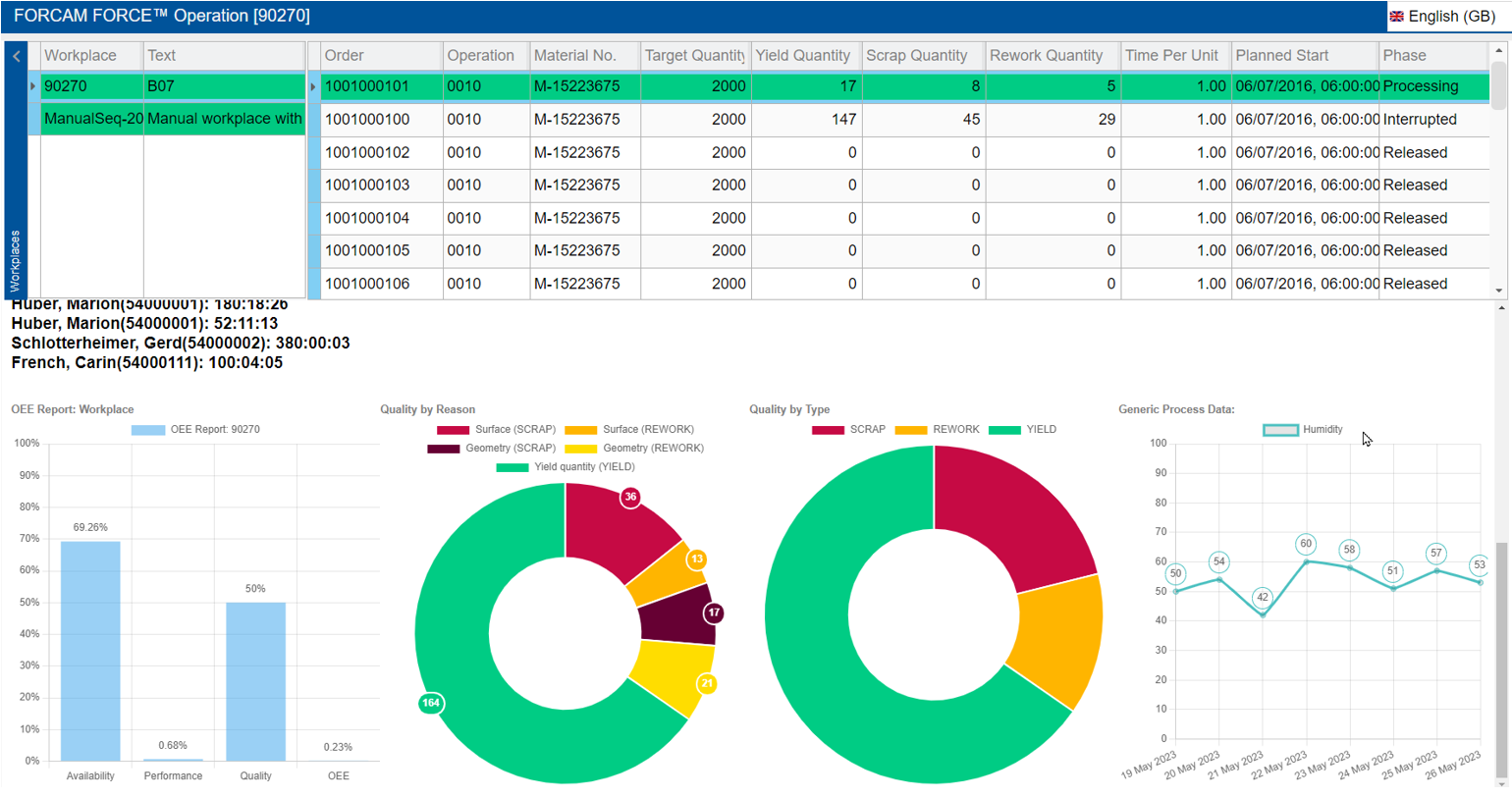
Speak the language of your application
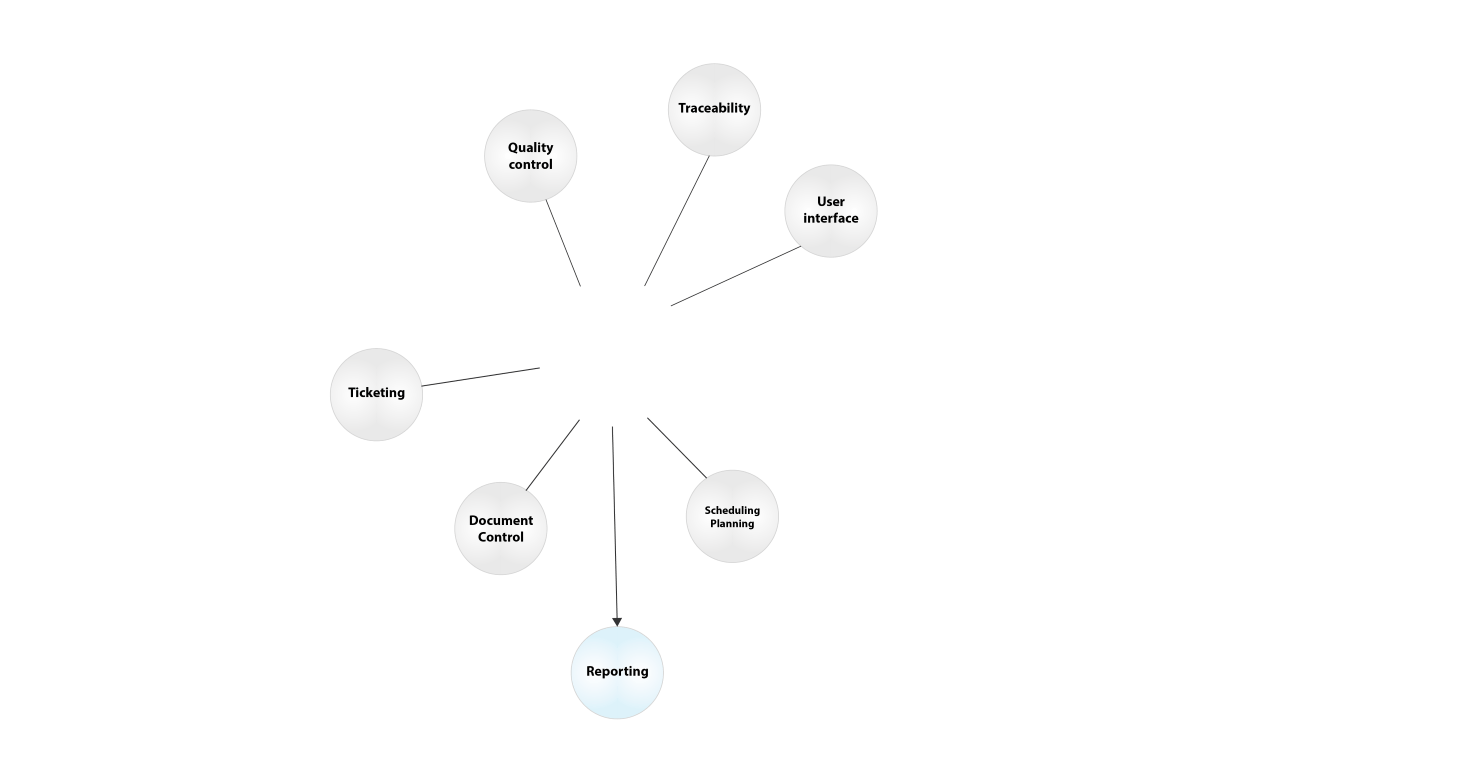
Support any application and use case
Déploiement rapide sur la base de modèles
Interface moderne et basée sur le flux de travail
MDC : Prêt pour tous les contrôles pertinents et les normes industrielles
DNC : soutenir les normes industrielles et les protocoles spéciaux des fournisseurs
Transformer les signaux en sens de la production
Stockage local de données à court terme
Parler la langue de votre application
Prise en charge de toutes les applications et de tous les cas d'utilisation